A few years ago our customer for the London tunnel project approached me and asked me to prepare a presentation about some of the quality topics in reference to our works package – GFRC panels. I decided to give a short speech about the quality processes that we used in manufacturing of GFRC panels.
I developed the present post based on that presentation. This article is the first one in a series about our experiences with design, manufacture and installation of GFRC cladding. In this post I will sumarise the quality process from our point of view as one of the glass fiber reinforced concrete manufacturers.
Quality control during GFRC panels production
Manufacturing of GFRC – glass fibre reinforced concrete panels or other GRC elements involves large amount of quality checks at every step of production.
As GRCA member we followed not only the requirements from the project, but also GRCA specification.
Only the best GFRC manufacturers can meet the stringiest specification for glass fibre concrete panels production
Before we started with production of GFRC panels for our construction project in London we had to analyse the needs based on our design and of course based on the client’s demanding architectural specification. Designers, engineers, quality managers, specialist consultants, site managers and project managers were all involved together to make sure we can achieve the high standard of our GFRC panels. Even though we had extensive quality procedures for manufacturing of various types of cladding systems we had to start from scratch with quality checks for GFRC wall panels.
We started from checking all the available standards and specification which were required under the contract. We listed main testing requirements for GFRC as well as material checks. However, we decided to carry out a few more extra checks.
Testing of GFRC in the pre-construction phase
The list below presents a short summary of tests we carried out for Glass Fibre Reinforced Concrete panels:
- GFRC moulds test and checks
- Acoustic tests
- Substructure fixings pull-out test
- Light reflectance test
- Fire test
- Blast test
- Soft body and hard body impact test
Before we conducted any of the above test we had to produce some of GFRC panels and substructure. Prior and during manufacturing we carried out the following tests for GFRC cladding:
- Incoming materials checks
- Raw materials tests
- Sieve tests for aggregates
- Concrete slump test
- Bag and bucket test
- Washout test
- Flexural Bending test
- Dry Density test
- Wet density test
- Water Absorption test
When materials arrived into the factory first step was to check if the supplier provided correct information about material origin and its specification. For cement we checked the right type of Portland cement was used. In this case our mix included both white and grey cement of specific type and ratio.
Sieve test for silica sand in GFRC concrete mix

Next we also carried out the check on some of the GFRC mix ingredients: silica sand and other aggregates. Not only we checked the incoming materials in terms of documents, but also did the sieve tests to check if the sand was the correct size. For this purpose we used specialist sieves with various mesh sizes on them.
We used clean and empty sieves that we weighted on scale and we recorded their weight in notes.
Quality personnel took sand sample randomly from the delivered quantity. They did it directly from the delivery trailer or from the material storage area in the factory. Minimum three 300g samples were taken at random from the sand stack, trailer, batching plant or bag.
Next, we poured the sand sample into the top sieve with the largest mesh size. Each sieve beneath the top one in the column had smaller mesh than the one above.

The column was shaken for approximately 1 minute. After the shaking was completed the material on each sieve was weighed. The weight of the sample of each sieve was then divided by the total weight of sieve and sample together to calculate a percentage retained on each sieve.
It is recommended that for GFRC mix a fine grain silica sand is used, therefore, for the sieve test we used small size mesh.
We analysed the size of the average particle on each sieve to get a cut-off point or specific size range, which we then captured on the mesh. Our team recorded the results and presented them in a table. Its rows showed different sieve sizes and columns displayed weight and percentage of grain of that particular size.
Glass fibre reinforced concrete panels – sieve test frequency is depending on your own overall quality system and project requirements
How often should you do the sieve test? Definitely at least with every new delivery of aggregates. What about if you already have a pile of sand or full silo of it? It depends on a few factors. Mostly it’s about your own quality procedures and assurance that the GFRC materials you are going to produce will be consistent. If you store bulk quantity of different sands for different types of GFRC mix than it’s best to test more frequently.
Is this test suitable only for silica sand? No, you can test other aggregates in the same manner. GRC panels can vary in their face coat finish depending on the architectural requirements. If your GRC mix includes shiny and darker aggregates you should sieve test these materials as well.
Incoming materials tests during production of GFRC panels
We not only checked silica sand or other aggregates during the manufacturing of glass fibre reinforced concrete panels. Among other materials we inspected were chemical additives, cast-in brackets, glass fibre roving and moulds for glass fibre reinforced concrete panels. We checked all data sheets and delivery notes for chemical additives against compliance with GRC mix and specification requirements. Our design included stainless steel plates that we casted in glass fiber reinforced concrete panels during spraying. We checked brackets’ dimensions against the manufacturing drawings. Dimensions of these brackets and more importantly casting process were crucial for the team that installed glass fibre reinforced concrete panels on site. With incorrect type of plates or wrong casting these GFRC panels would not fit into the substructure.

Another items that we inspected during the production of GFRC panels were moulds. Damaged mould, incorrect type or size out of tolerance would cause a lot of troubles. If we produced GFRC panels from the damaged mould these panels would be defected as well. We had to check each mould before its use. Dedicated person reviewed the dimensions of GRC moulds to make sure these didn’t stretch out of tolerance. Additionally, we inspected mould surface for any even tiny flaws like cracks, dents, blowholes, etc. Some flaws we repaired with our own operatives. However, the mould manufacturer fixed surface inconsistencies or larger damage.

Inspection of glass fibre rovings documentation for GFRC panels manufacture
Glass fibre is essential part of the GRC mix, therefore, its quality is also of great importance. Only a few worldwide renowned manufactures supply glass fibre in roving or chopped strands to GRC concrete producers. What is the difference between the two? GFRC suppliers use roving glass fibres usually for the sprayed technique. Its a long fibre in a roving form which you can fit into the GRC spraying equipment. Its filament diameter is often smaller than those fibres for poured method.

This specialist machine is able to supply roving fibres and pump the concrete at the same time. Therefore, there is another term for the sprayed GRC method – simultaneous projection. It allows for projecting fibres and concrete at the same time with one machine. When you project glass fibre it runs through a specialist dispenser/gun. It contains a rotating blade which cuts the continuous roving into the shorter glass fibre elements.
Chopped strands is the glass fibre which was already cut to the specific length. You can use it for sprayed and poured method of GFRC panels production. When you use it for sprayed technique you need slightly different spraying equipment. You need to have a small hopper at the end of the gun which will feed the fibres into the spraying machine.
How is glass fibre important to the quality process and manufacturing of GFRC panels?

For high quality GFRC concrete you need to make sure your glass fibre is also of great standard. We used glass fibres with high zirconia content. This amount ranged between 16-19%. Zirconia helps glass fibres to be alkali and acid resistant. Usually this type of glass fibre includes marking ARG – alkali resistant glass fibre. Part of quality process was to source the suppliers and dealers who certified zirconia content in their glass fibre. One of the manufacturers would be Nippon Electric Glass.
Other properties of glass fibres which we inspected were:
- Young’s modulus of elasticity
- Strand tensile strength
- filament diameter
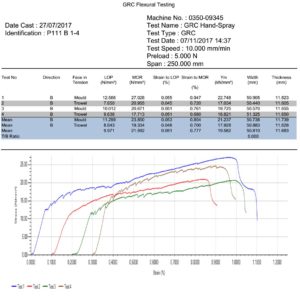
GFRC panels – LOP & MOR testing
GFRC’s main advantage over standard steel reinforced precast concrete is in its flexural strength for thin elements. While GFRC can achieve the compressive strength similar to the precast concrete elements (approx. 50Mpa) it presents much higher flexural properties.
The most popular use of GFRC is in glass fibre reinforced concrete panels and façade elements. This means that in these cases GFRC is a subject to live and dynamic loads. GFRC flexural and tensile properties allow architects and engineers to design thinner and not so heavy concrete panels.
In order to design the GFRC panels properly it is essential to make sure that these products are of the correct class.
GFRC can be classified according to Glass-Fibre Reinforced Concrete Association (GRCA) into 3 main categories: Class 8, 10 or 18. There are no significant differences between the GFRC classes when it comes to LOP test results. LOP stands for Limit of Proportionality which in other words means bending limit. At this point the base concrete material fails and any further load applied is transmitted into fibres.
The difference in GFRC classes is defined by the results from MOR testing. MOR stands for Modulus of Rupture. In other words, it’s the ultimate breaking point at which the fibre and overall product fail. GFRC class 8 and 10 are usually achieved through premix production method. This means that glass fibres are added as chopped strands to the concrete mix and applied either manually or mechanically through nozzles and pumps.
How to manufacture Glass Fibre Reinforced Concrete Class 18P?
Class 18P is the highest GFRC class according to GRCA. As GFRC supplier we need to achieve certain results in GFRC testing to pass Class 18P mark.
There are many glass fibre reinforced concrete suppliers who cannot achieve this requirement.
With this type of production glass fibres are supplied in a roving form into the gun type dispenser. There the glass fibres are chopped and sprayed simultaneously with the concrete mix into a mould in thin layers. Each layer needs to be rolled in order to compress the glass fibres and concrete. The rolling process helps in removing air trapped in the concrete. This process has significant impact on the MOR test results therefore it has to be carried out properly with qualified operatives.
Regular LOP and MOR testing is necessary to establish GFRC characteristic values. These values will determine the class of GFRC. GRCA recommends that a minimum of 40 test mean results are analysed in order to establish the characteristic value. Our manufacturing team produced test boards each day before the actual production. These boards were later used for cutting test coupons which were marked or labelled with the production date and coupon orientation.

In order to carry out the test you should use a test house familiar with either ISO EN 1170-5 or GRCA Method of testing Part 3. There is a subtle difference between these two norms. EN 1170-5 requires the same coupons to be tested at 7-days and 28-days cured state. Whereas according to the GRCA Method of testing Part 3 it is only required to test 28-days cured coupons.
How did our GFRC panels coupons performed during the tests?
We have test reports which confirm that our GFRC panels system complies with GRCA requirements for Grade 18P. The mean results for LOP were above 8Mpa and the mean results for MOR were above 21Mpa.
General FAQ
GFRC stands for Glass Fibre Reinforced Concrete, it’s a concrete that includes short glass fibres instead of metal reinforcement.
GRC also known as GFRC is glass fibre reinforced concrete. It uses alkali-resistant glass fibres instead of metal reinforcement.
GFRC is characterised by high resistance to live and dynamic loads. It is much more flexible than standard reinforced concrete. In certain conditions it is more resistant to cracks when compares to standard reinforced concrete.
Due to its high flexible strength GFRC is predominantly used in facades, cladding panels, building restoration elements, street furniture, planters, electrical cable covers and many other sectors.
GFRC elements present higher flexural strength tan pre-cast concrete. Standard reinforcement is replaced with thin and light glass fibres which add to the bending capabilities of GFRC elements. Pre-cast concrete elements require minimum concrete cover for reinforcement depending on the concrete exposition class. Usually it’s minimum of 20mm up to 50mm concrete cover. This cover is necessary to achieve proper bonding between reinforcement and concrete and also to protect reinforcement from corrosion due to water ingress and moisture. This concrete cover around reinforcement makes the pre-cast concrete panels heavier than GFRC elements. GFRC can be thinner and lighter in weight which reduces the overall dead load of a specific element or the whole building or structure. Additionally, thanks to higher flexural properties GFRC can withstand higher live and dynamic loads.
It’s concrete that uses alkali-resistant glass fibres as reinforcement instead of standard metal reinforcement.
GFRC panels are elements of GFRC in a designed shape that can be fixed onto the substructure. For example these can be square, rectangular, trapezoidal or round. The size and shape is defined by the design of each particular project. GFRC panels can create standalone cladding or can be a part of unitised facade or a combined system.
GFRC or GRC is made of portland cement, aggregates and alkali-resistant glass fibres which will never corrode as oppose to the standard ferrous reinforcement.
What is the cost of GFRC panels?
GFRC panels can cost from around £150 up to even £500 or more. The higher the quality and performance requirements the more expensive they are.
Please check more detailed post on the cost of GRC cladding.
What are GRC panel sizes?
There are no standard GFRC panel sizes.
We manufactured GRC panels in smaller dimensiosn, for example, 650x1350mm. Also, we produced panels which were 2500x1500mm. Some of the panels reached even 7m in length.
From the GFRC manufacturer point of view this is the main advantage of the product. We do not stock any GFRC panels. Each GRC element is manufactured according to custom requirements. Of course some of the fixing systems can be transffered from one project to another.
Lovely information i wonder how can i make these tests
Mop
Lop
Interlaminar shear
Bulk density
In order to carry out these tests you can either buy the laboratory equipment or find 3rd party test house/laboratory that conducts such tests.
In order to do MOR/LOP tests you would need to use bending jig linked with suitable software.
You could get these from:
https://www.testometric.co.uk/gfrc-testing/
https://fibretech.org/
For Bulk Density your would need laboratory grade scale (0.1 gram tolerance), laboratory oven (up to 110 deg C) and something to hold the test specimen and desiccator.
Again, please refer to GRCA website and the Methods of Testing document for more details.
I love this article and very uaefull
For me
i have some serious crazy cracks om the face of one of our projects they look like haire cracks appearing on the face
I wonder if there is any precaution methods fir controling them ? Causes of happening it ?
What is best treatmen for preventing these cracks ?
I also have a question how can i make a mix design ?
Dear Hersh,
It all depends on your mix design.
Hairline cracks on the face can be a result of concrete curing process and dry environment.
Best would be to control the conditions during curing of your GRC elements – temperature and humidity.
Moulds with GRC elements should be covered during the initial curing, not exposed to direct sunlight or wind/air gusts.
You can find more information in GRCA specification for manufacture – https://grca.org.uk/
If these hairline cracks are still visible on the front face you could try to do smooth them with sanding paper, sandblasting or with a repair patch that matches the original mix.
Your mix design will depend on the specific use of your GRC products – applicable loads, shape, size, climatic conditions, fixings, etc.
You could start by reviewing the available information in the GRCA guide for design and manufacture.
Of course you would need to experiment with the mix to make sure you achieve what is designed
and that you can work with it in your factory.
Very good article 👍
But it’s better that significant of shambling of bending test and Wash out test
Thank you Sagheb !
Haw can get good value of MOR &LOP in my GRC SAMPLE FOR TESTING.
Thanks Jamil, what values for MOR & LOP do you achieve usually?
Dear
I had get the results of 28 days test
Lop 3
Mor 4
Kindly update me, and informing me haw can I contact you.
Thanks Jamil,
I don’t know you’re particular use of GRC, but your LOP & MOR results seem low to me. Of course, if high flexural strength is not required, than it’s ok, but on our samples we achieve LOP above 8Mpa and MOR above 21Mpa.
You can contact us via the email address at the very bottom of this website.
We are manufacturing the best results of GFRC Polymer, Plasticizers, and Accelerators in UAE.
We are assisting anywhere in the World.
Dear sir,
I want to make a Gfrc cladding panels can u plz send complete formulation.
I will be grateful to you….
hello, I am a grc production master, we are looking for a job, I want to work with you, I am doing production and assembly, I worked for many years in Turkey fibrobeton
Hello everyone, I am GRC PREKAST production and assembly master. I have worked in Turkish fibrobeton and betofiler companies for many years.